Cześć, diś temat dotyczący spawania trudnościeralnych blach Hardox.
Strzelnica to strefa gdzie można fajnie z przyjaciółmi spędzić czas . Z czasem zaczyna brakować atrakcji i wymyśla się różne warianty aktywnych i pasywnych celi. A ponieważ gotowe cele z hardoxu są strasznie drogie to postanowiłem skonstruować je sam z wycinków pasków i kółek. I tu pojawił się trudność jak je połączyć. Na początek do okrągłej blachy przyspawałem łańcuch zwykły ocynkowany. Po 20 strzałach spaw puścił. Po czym użyłem elektrody 308 inox efekt taki sam. W końcu przyspawałem hak na długości 15 cm i teraz może wytrzyma. Ale pojawił się temat pospawania aktywnego drzewa.

I udało się ze szmelcu zdobyć koliste tarcze do których trzeba będzie przyspawać skośne paski i pręty. No i rozpocząłem badać temat czym to spawać. Temat jest rozpracowany elektrody do Hardoxu INOS B 307 - https://domtechniczny24.pl/elektroda-zasadowa-inox-b-307-32-mm.html
A owocem badań jest następujący tekst z strony producenta hardoxu.
Wielu odbiorców blach trudnościeralnych zastanawia się nad jak spawać Hardox, nawiązując do wcześniejszych doświadczeń z różnymi materiałami trudnościeralnymi, ale Hardox to rzadka stal oferująca dużą twardość i jednocześnie znakomitą podatność na spawanie. Jest to możliwe ze względu na to, że Hardox został zaprojektowany z stosunkowo małą zawartością pierwiastków stopowych. Hardox można spawać za pomocą dowolnych tradycyjnych metod spawania. W tym celu wolno stosować sprzęt i narzędzia używane do spawania stali o małej wytrzymałości. Doskonała spawalność Hardoxu znaczy, że stal tę wolno spajać z innymi stalami podatnymi na spawanie. W takim przypadku należy stwierdzić spawalność tego drugiego gatunku stali.
Czynniki wpływające na jakość spawania:
Tak jak w wypadku wszystkich stali, czyste stanowisko spawalnicze pozwala uniknąć problemów. Konieczne zatem jest sprawdzenie, czy nie ma wilgoci, oleju, rdzy lub farby. Do innych ważnych czynników zalicza się:
• Wybór odpowiednich materiałów spawalniczych (elektroda, drut, itd.)
• Właściwe temperatury podgrzewania i międzyściegowe
• Ilość wprowadzonego ciepła
• Sekwencja spawania i wielkość szczeliny
Poniżej w tabeli informacje dotyczące wyboru właściwego materiału spawalniczego, gazu ochronnego, temperatury podgrzewania oraz metody spawania. Spoiwa, które można używać do spawania materiałów Hardox wymieniono w poniższej tabeli. W skrócie, właściwe spoiwa to te, których granica plastyczności wynosi mniej niż 500 MPa. Zaleca się wybór drutów i elektrod o małej wytrzymałości, aby zmniejszyć ryzyko pękania wodorowego. Więcej szczegółowych danych na temat wyboru materiałów spawalniczych znajduje się w broszurze „Spawanie Hardox”.
W przypadku użycia elektrody otulonej, zawartość wodoru elektrody musi wynosić poniżej 5 ml/100 g. Konieczne jest przestrzeganie zaleceń dotyczących ogrzewania i składowania podanych przez producenta elektrody.
Do spawania gatunków i grubości stali Hardox, dla których SSAB zaleca przygotowawcze podgrzewanie, zamiast niego można często używać elektrody i druty ze stali nierdzewnej austenitycznej AWS 307. Można także zastosować elektrody i druty AWS 309, ale w takim przypadku występuje nieznacznie wyższe ryzyko pękania na gorąco. W procesach takich jak spawanie MAG, spawanie Hardox może odbywać się przy użyciu gazów wykorzystywanych do spawania stali o małej wytrzymałości. W celu zapewnienia stabilnego łuku oraz pełnej penetracji powszechnie stosowanym gazem jest argon zawierający 18-20% CO2.
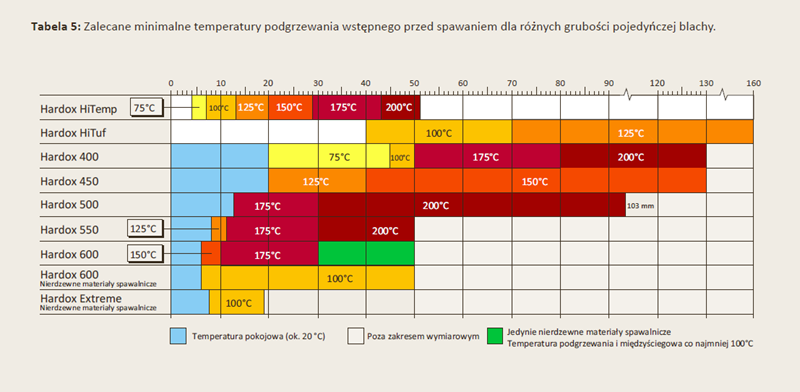
Temperatury podgrzewania wymagane do spawania stali Hardox:
Podobnie jak w przypadku stali o małej wytrzymałości, podgrzewanie zalecane jest przy grubych materiałach i może być też wymagane dla gatunków Hardox o większej twardości. SSAB opracowało zalecenia dotyczące temperatur podgrzewania, które przedstawiono w poniższej tabeli. Grubość i gatunek Hardox należy wybrać z tabeli i zastosować temperaturę podgrzewania odpowiadającą temu wyborowi. Podczas spawania różnych grubości, a także gatunków Hardox o różnych poziomach twardości, do obu materiałów należy zastosować najwyższą temperaturę podgrzewania podaną w tabeli. Podgrzewanie musi objąć powierzchnię do 75 mm poza punktem spawania. Do pomiaru temperatury można użyć termometrów kontaktowych.
I na koniec gotowe cele na byłej strzelnicy





 Spawanie i lutowanie techniki i maszyny
Spawanie i lutowanie techniki i maszyny  Precyzyjne narzędzia Dremel z napędem akumulatorowym i sieciowym, osprzęt do miniszlifierek do cięcia szlifowania i grawerowania.
Precyzyjne narzędzia Dremel z napędem akumulatorowym i sieciowym, osprzęt do miniszlifierek do cięcia szlifowania i grawerowania.  Mamy nity do klepania mosiężne i miedziane
Mamy nity do klepania mosiężne i miedziane  Przecinarki do płytek i glazury, krajowa produkcja - Walmer
Przecinarki do płytek i glazury, krajowa produkcja - Walmer  Liny stalowe w oplocie lub bez. Liny elastyczne do wciągarek i sztywne do naciągów.
Liny stalowe w oplocie lub bez. Liny elastyczne do wciągarek i sztywne do naciągów.
 Lorem ipsum dolor sit amet, consectetur adipisicing elit, sed do eiusmod tempor incididunt ut labore et dolore magna aliqua.
Lorem ipsum dolor sit amet, consectetur adipisicing elit, sed do eiusmod tempor incididunt ut labore et dolore magna aliqua.